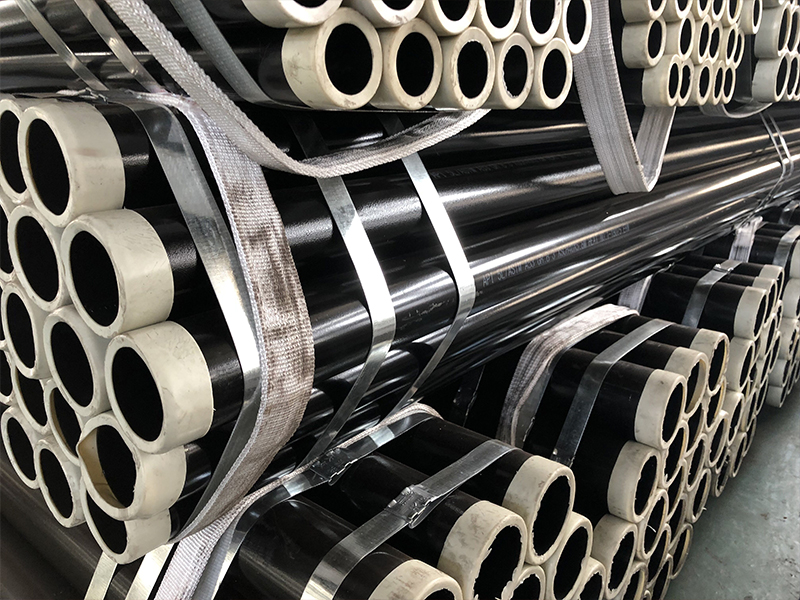

Дэталі зварных сталёвых труб API 5L
| Прадукт | API 5L ASTM A53 Афарбаваная ў чорны колер зварная сталёвая труба |
| Матэрыял | Вугляродзістай сталі |
| Гатунак | Q235 = A53 клас B / A500 клас A Q345 = A500, клас B, клас C |
| Стандартны | API 5L/ASTM A53 |
| Тэхнічныя характарыстыкі | ASTM A53 A500 sch10 – sch80 |
| Паверхня | Пафарбаваны ў чорны колер |
| Заканчваецца | Звычайныя канцы |
| Скошаныя канцы |
Працэс вытворчасці зварных сталёвых труб API 5L
Тып 1. Спіральна зварныя: Спіралеварныя сталёвыя трубывырабляюцца шляхам спіральнай зваркі сталёвай паласы, утвараючы вінтавой шво. Гэты працэс дазваляе вырабляць трубы вялікага дыяметра і часта з'яўляецца больш эканамічна эфектыўным для некаторых прыкладанняў.
Пакрыццё і апрацоўка:Для павышэння каразійнай устойлівасці і даўгавечнасці гэтыя трубы могуць падвяргацца розным пакрыццям і працэсам апрацоўкі, такім як эпаксідная смола, злепленая плаўленнем (FBE) або трохслаёвы поліэтылен (3LPE).
Тып 2. Электрычная кантактная зварка (ERW):Краю сфармаванай сталёвай паласы награваюцца з дапамогай электрычнага супраціву. Затым прыкладваецца ціск, каб злучыць краю разам, ствараючы цвёрдацельны зварны шво без патрэбы ў напаўняльніку.
Тып 3.Падоўжная зварка:
Дугавая зварка пад флюсам (SAW): краю сфарміраванай трубы зварваюцца з дапамогай працэсу дуговой зваркі пад флюсам, які прадугледжвае выкарыстанне электрычнай дугі і грануляванага флюсу для стварэння высакаякаснага, моцнага зварнога шва.
Падвойная дугавая зварка пад флюсам (DSAW): для больш тоўстых труб унутраны і вонкавы швы зварваюцца, што забяспечвае поўнае пранікненне і трываласць.





-

Ацынкаваная квадратная сталёвая труба з цынкавым пакрыццём таўшчынёй...
-

ASTM A795 SCH40 Ацынкаваная сталёвая труба з канаўкамі E...
-

NBR 5580 Гарачаацынкаваныя трубы з вугляродзістай сталі
-

Зварная квадратная сталёвая труба 75x75 мм, змазаная супраць ...
-

Заводская цана на сталёвую трубу GI 40 мм
-

ASTM A53 Вытворца труб з вугляродзістай сталі