* HORGANYOZÁS
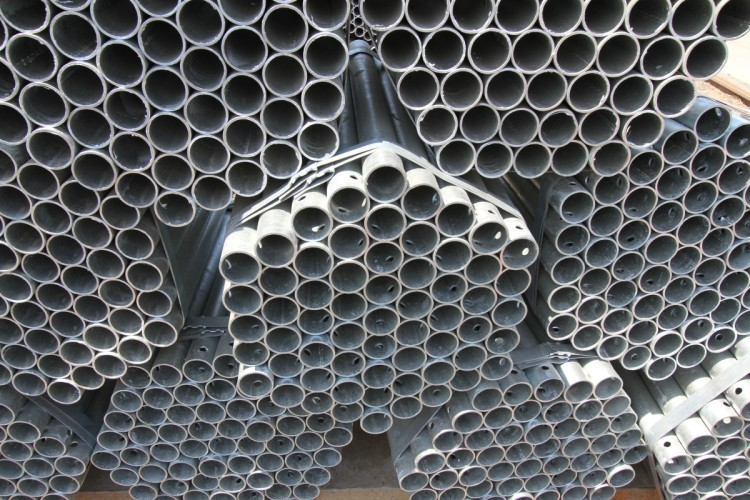
A tűzihorganyzott cső célja, hogy az olvadt fém reakcióba lépjen a vasmátrixszal, hogy ötvözetréteget képezzenek, ezáltal egyesítve a mátrixot és a bevonatot. A tűzihorganyzás első savval átmossa az acélcsövet, hogy eltávolítsa a vas-oxidot az acélcső felületéről. Savas mosás után ammónium-klorid vagy cink-klorid vizes oldattal vagy ammónium-klorid és cink-klorid vizes oldatának keverékével tartályban megtisztítják, majd a tűzihorganyzó fürdőbe küldik.
A tűzihorganyzás előnyei az egyenletes bevonat, az erős tapadás, a jó korrózióállóság és a hosszú élettartam. Különösen zord környezetben, például párás, esős, savas eső, sópermet és egyéb környezetben a tűzihorganyzás teljesítménye kiemelkedőbb. Az acél szubsztrátum és az olvadt bevonóoldat összetett fizikai és kémiai reakciókon megy keresztül, így korrózióálló, tömör szerkezetű cink-vas ötvözetréteget képeznek. Az ötvözetréteg, a tiszta cinkréteg és az acél szubsztrátum össze van olvasztva. Ezért erős korrózióállósággal rendelkezik.
1. A bevonat egyenletessége: Az acélcső minta nem válhat pirosra (rézbevonatú színű), miután 5 egymást követő alkalommal a réz-szulfát oldatba merítette.
2. Felületi minőség: A horganyzott acélcső felületének teljes horganyzott réteggel kell rendelkeznie, és nem lehetnek fekete foltok és buborékok, amelyek nincsenek bevonva. Enyhén érdes felület és helyi cink csomók jelenléte megengedett.
| Mi a különbség a tűzihorganyzott és az előhorganyzott között? | |||||||
| Tűzihorganyzott acélcső | Előre horganyzott acélcső | ||||||
| Acélcső vastagság | 1,0 mm és több | 0,8-2,2 mm | |||||
| Cink bevonat | átlagosan 200 g/m2 - 500 g/m2 ( 30 - 70 um ) | átlagosan 30g/m2-100g/m2 (5-15 mikron) | |||||
| Előny | egyenletes bevonat, erős tapadás, jó tömítés és hosszú élettartam | sima felület, élénk szín és vékony bevonat | |||||
| Használat | széles körben használják alacsony nyomású folyadékszállításban víz-, szennyvíz-, gáz-, levegő-, gőzfűtő-, önkormányzati építőiparban, petrolkémiai, hajógyártásban és más területeken. | szerkezetépítés, bútorgyártás és egyéb területek. | |||||

* FESTÉS
A festett acélcső különböző színű bevonatokat szór az acélcső felületére, hogy javítsa a cső korrózióállóságát és esztétikáját. A festett acélcsövek közé tartoznak a szórással bevont acélcsövek és a festett acélcsövek.
A szórással bevont acélcsöveket először savmosással, horganyzással és foszfátozással, majd elektrosztatikus permetezéssel végezzük. Ennek a módszernek az előnyei a bevonat erős tapadása, nem könnyű leválása, jó védőteljesítmény, élénk és gyönyörű színek; hátránya, hogy a költségek viszonylag magasak, és a működtetéshez speciális permetező berendezés és magasan képzett személyzet szükséges.
A festett acélcsövet közvetlenül szórják festékszóróval az acélcső felületére, savmosás nélkül, horganyzott vagy foszfátozás nélkül, a cső korrózióállóságának és esztétikájának javítása érdekében. Ennek a módszernek az előnyei a viszonylag alacsony költség és az egyszerű és kényelmes feldolgozás; hátránya a gyenge tapadás, a nehezen elérhető hosszú távú korrózióálló hatás és a viszonylag monoton szín.
Festett acélcsövek alkalmazásakor az adott felhasználási feltételeknek és követelményeknek megfelelő festéktípust, színt és vastagságot kell kiválasztani. Ugyanakkor biztosítani kell, hogy az acélcső felülete száraz, tiszta és sima legyen a bevonat tapadási hatásának és élettartamának biztosítása érdekében.
Permetezett acélcső




Festett acélcső



* 3PE FBE
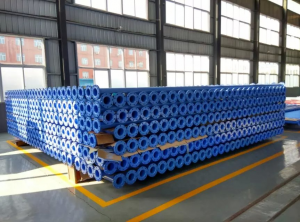
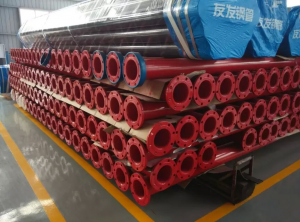
A 3PE (3-rétegű polietilén) és az FBE (fúziós kötésű epoxi) az olaj- és gáziparban a csövekre és csővezetékekre felvitt kétféle bevonat a korrózió lassítására vagy megelőzésére.
A 3PE egy háromrétegű bevonat, amely egy epoxi alapozóból, egy kopolimer ragasztóból és egy polietilén fedőbevonatból áll. Az epoxi alapozó jó tapadási felületet biztosít a kopolimer ragasztó számára, ami viszont a polietilén fedőbevonat kötőfelületét biztosítja. A három réteg együttesen védi a csövet a korróziótól, kopástól és ütésektől.
Az FBE ezzel szemben egy kétrétegű bevonatrendszer, amely szemcsékkel töltött epoxigyanta alapból és egy poliamid fedőbevonatból áll. A szemcsékkel töltött epoxi kiváló tapadást biztosít a fémfelületekhez, míg a fedőbevonat kiváló vegyszerállóságot és kopásállóságot biztosít. Az FBE bevonatokat különféle alkalmazásokban használják, az olaj- és gázvezetékektől a víz- és szennyvízrendszerekig.
Mind a 3PE, mind az FBE bevonatok hatékonyan védik a csővezetékeket és a csöveket a korróziótól, a konkrét alkalmazási követelményektől függően. A kettő közötti választást jellemzően olyan tényezők határozzák meg, mint a csővezeték típusa, az üzemeltetési feltételek és a költségek.
| 3PE VS FBE | |||||||
| Tapadási szilárdság | A 3PE bevonat nagyobb tapadási szilárdságot biztosít, mint az FBE, mivel a 3PE-ben lévő kopolimer ragasztó segíti az epoxi alapozó és a polietilén fedőrétegek közötti jobb tapadást. | ||||||
| Ütés és kopás | A 3PE bevonatban lévő polietilén fedőbevonat jobb ütésállóságot és kopást biztosít az FBE-hez képest. | ||||||
| Használat | Az FBE bevonatokat előnyben részesítik olyan csővezetékekben, ahol az üzemi hőmérséklet magas, mivel jobban ellenállnak a magas hőmérsékletnek, mint a 3PE bevonatok. Másrészt a 3PE bevonatokat előnyben részesítik olyan alkalmazásokban, ahol a csővezeték talajnak és víznek van kitéve, mivel jobb védelmet nyújt a korrózió és a rozsda ellen. | ||||||
*Olajozás
Az acélcső külső felületének olajozása az acélcső korrózióvédelmének és védelmének egyik módja. Az olajozás lelassíthatja az acélcső és a külső környezet közötti érintkezést, és megakadályozhatja, hogy az acélcső oxidáció, korrózió, kopás stb.

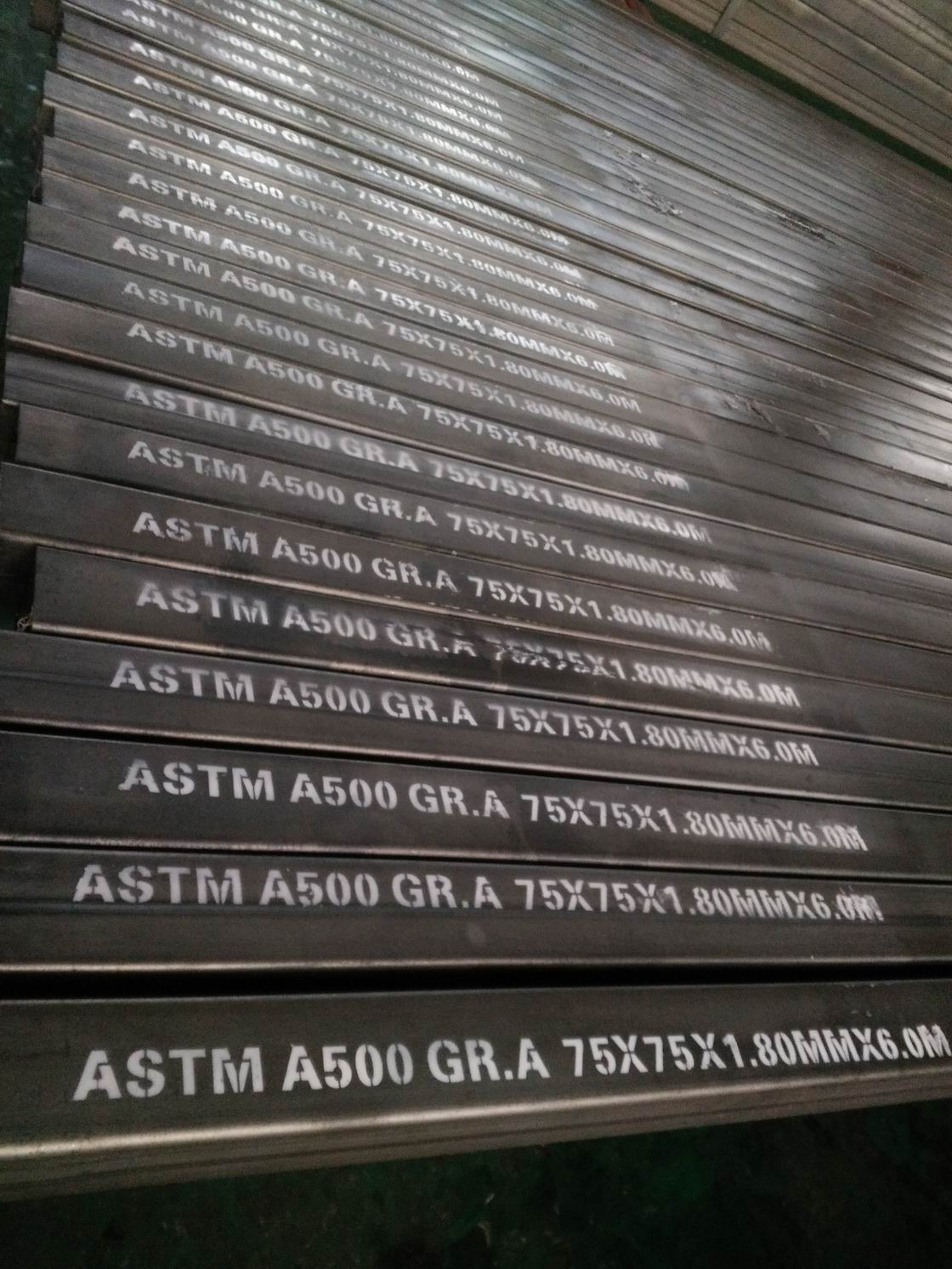
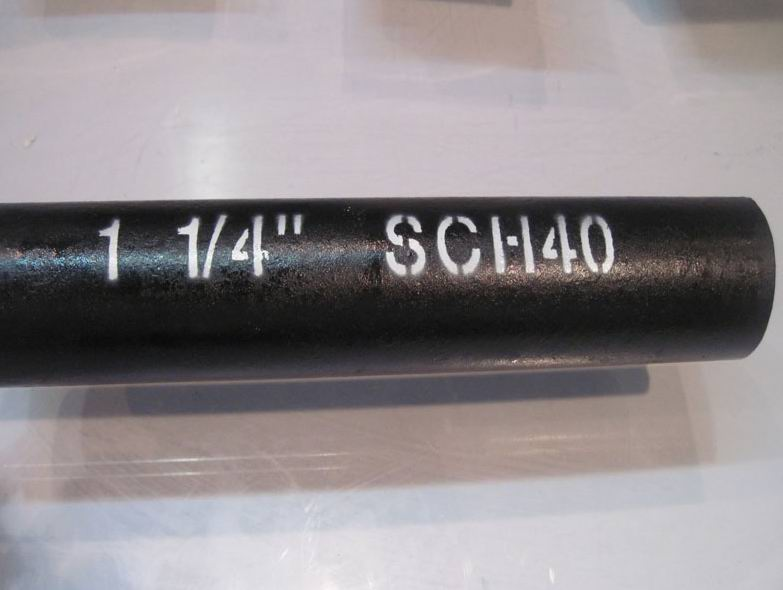
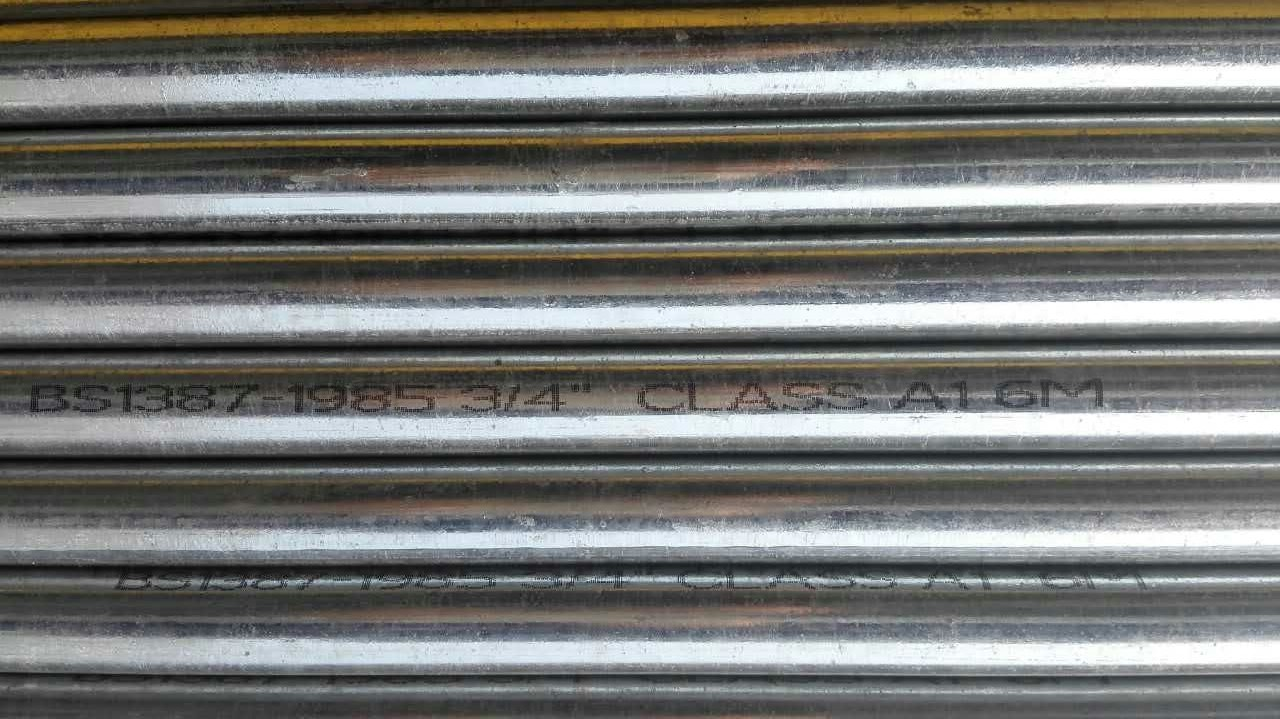
*Sablon vagy bélyegző
Bélyeg
Stencil


* Lyukasztás
Működtessen mechanikus lyukasztógépet, hogy nyomást gyakoroljon a lyukasztóra a lyukasztószerszám segítségével. Tartson állandó nyomást, amíg a lyukasztó áthatol az acélcső falán, tiszta és pontos lyukat képezve.
Az acélcső fúrási folyamata számos alkalmazási területtel rendelkezik, beleértve, de nem kizárólagosan a következőket:
1. Acélcsövek csatlakoztatása: A fúrás az egyik leggyakrabban használt módszer az acélcsövek csatlakoztatására. Az acélcső fúrási eljárásával lyukak nyithatók az acélcsövön, így csavarok és anyák szerelhetők fel az ízületekre és a karimákra, a csatlakozás céljának elérése érdekében.
2. Acélcsövek rögzítése: Szintén általánosan elterjedt alkalmazás acélcsövek falakhoz vagy más felületekhez történő rögzítésére acélcsőfúrási eljárással.
Használat acél szerkezetű napelem tartóban
Használat autópálya anyagokban



*Férnafűzés

Az NPT (National Pipe Thread) és a BSPT (British Standard Pipe Thread) két általánosan használt csőmenet szabvány.
Az NPT szálakat általában Észak-Amerikában használják, a BSPT szálakat pedig Európában és Ázsiában.
Mindkét szabvány kúpos menettel rendelkezik, amelyek szoros tömítést hoznak létre, amikor egymáshoz húzzák. Széles körben használják víz-, gáz-, olaj- és egyéb csővezetékekhez.
2. Acélcsövek rögzítése: Szintén általánosan elterjedt alkalmazás acélcsövek falakhoz vagy más felületekhez történő rögzítésére acélcsőfúrási eljárással.
* Barázdás
A Roll Groove csatlakozás népszerű módszer a tűzvédelmi csövek csatlakoztatására, mivel számos előnnyel jár. Íme néhány fő előny:
1. Kényelmes és gyors szerelés: A Roll Groove csatlakozás lehetővé teszi a csövek és idomok gyors és egyszerű felszerelését, mivel nincs szükség hegesztésre vagy menetvágásra.
2. Gazdaságos és környezetvédelem: Ez a csatlakozási mód költséghatékonyabb, mint más módszerek, így számos alkalmazásban népszerű választás. Környezetbarát is, mivel csökkenti a hulladékot és kevesebb erőforrást használ fel.
3. Megőrzi a csövek eredeti tulajdonságait: A görgős hornyos csatlakozás nem befolyásolja a csövek eredeti tulajdonságait, például szilárdságukat, tartósságukat és korrózióállóságukat.
4. A karbantartás kényelmes: Ha karbantartásra és javításra van szükség, a Roll Groove csatlakozás megkönnyíti az alkatrészek szétszerelését és cseréjét anélkül, hogy speciális szerszámokra vagy felszerelésekre lenne szükség.




| DN | Külső átmérő | Tömítési felület szélessége ±0,76 | Horony szélessége ±0,76 | Horony alsó átmérője | |
| mm | Tolerancia | ||||
| 50 | 60.3 | 15.88 | 8.74 | 57.15 | -0,38 |
| 65 | 73 | 15.88 | 8.74 | 69.09 | -0,46 |
| 65 | 76.1 | 15.88 | 8.74 | 72.26 | -0,46 |
| 80 | 88.9 | 15.88 | 8.74 | 84,94 | -0,46 |
| 100 | 114.3 | 15.88 | 8.74 | 110.08 | -0,51 |
| 125 | 141.3 | 15.88 | 8.74 | 137,63 | -0,56 |
| 150 | 165.1 | 15.88 | 8.74 | 160,78 | -0,56 |
| 150 | 168.3 | 15.88 | 8.74 | 163,96 | -0,56 |
| 200 | 219.1 | 19.05 | 11.91 | 214.4 | -0,64 |
*Félezett
Átmérő nagyobb, mint NPS 11⁄2 [DN 40] sima vég ferde 30°, +5°, -0° szögben ferde végekkel



* Sima végek
Az acélcső mindkét végének a tengelyhez képest 90°-os szögben síkra vágása általános követelmény sok olyan iparágban, ahol a csöveket használják. Ez általában azért történik, hogy a csövet előkészítsék a hegesztéshez vagy más típusú csatlakozásokhoz, és biztosítsák, hogy a végek laposak és merőlegesek legyenek a cső tengelyére.

*Karimás
A karimás acélcső olyan csőtípus, amelynek egyik vagy mindkét végéhez karima van rögzítve. A karimák kör alakú tárcsák lyukakkal és csavarokkal, amelyeket csövek, szelepek vagy egyéb berendezések csatlakoztatására használnak. A karimás acélcsövet általában úgy készítik, hogy egy karimát egy acélcső végére hegesztenek.
A karimás acélcsöveket általában olyan iparágakban használják, mint a vízellátás, az olaj és a gáz, valamint a vegyi feldolgozás. Előnyben részesítik őket más típusú csövekkel szemben, mivel könnyen szerelhetők és rendkívül tartósak. A karimás csövek ellenállnak a nagy nyomásnak, és karbantartás vagy javítás céljából könnyen szétszedhetők.
A karimás acélcsövek karimái különböző formájú és méretűek, hogy megfeleljenek a csatlakozási követelményeknek. A gyakori típusok közé tartoznak a csúszós karimák, a hegesztett nyakkarimák, a menetes karimák és az aljzathegesztési karimák.
Összefoglalva, a karimás acélcsövek sok iparágban népszerű választás, mivel megbízható és tartós kapcsolatot biztosítanak a csövek és a berendezések között.


* Vágási hossz
A vizes vágási technológia precíziójáról és pontosságáról, valamint sima, sorjamentes élek előállítására való képességéről ismert.
A vizes vágási technológia egyik legnagyobb előnye, hogy hidegvágási módszer, vagyis nincs hőhatású zóna (HAZ) a vágás körül.
A vízsugaras vágás környezetbarát is, mivel nem termel veszélyes hulladékot vagy károsanyag-kibocsátást. A rendszer csak vizet és csiszolóanyagot használ, a hulladéktermékek könnyen összegyűjthetők és biztonságosan ártalmatlaníthatók.
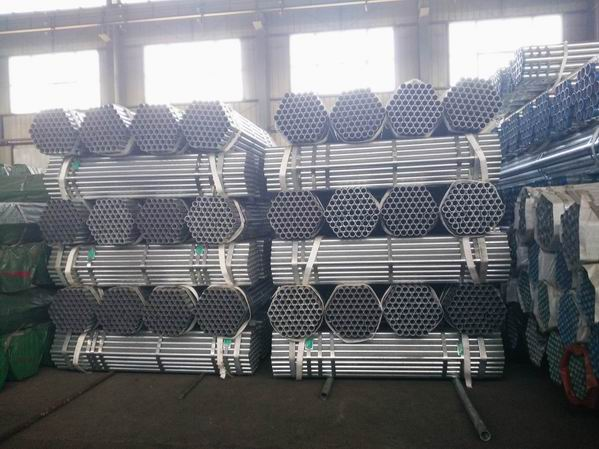
* Csomagolás és szállítás
PVC műanyag csomagolás

Az acélcsövek szállítás és tárolás során történő védelme érdekében gyakran PVC műanyag csomagolásba vannak csomagolva, hogy védőréteget képezzenek, amely megakadályozza a karcolásokat, horpadásokat és egyéb sérüléseket.
A PVC műanyag csomagolás az acélcsövek védelmén kívül tisztán és szárazon is segíti azokat. Ez különösen fontos olyan csövek esetében, amelyeket olyan alkalmazásokban használnak, ahol a tisztaság kulcsfontosságú, például vízellátó rendszerekben vagy élelmiszer-feldolgozó üzemekben.
*Minden pvc csomagolt;
*Csak a csővégek PVC csomagolásban;
*Csak PVC csőtest csomagolva.
Fából készült csomagolás
Az acélszerelvények szállítás és kezelés közbeni védelme érdekében az ügyfelek egyedi fadobozokat is választhatnak, és az egyszerű azonosítás érdekében az ügyfél címkéivel is testreszabhatók.
A végtámaszokkal ellátott egyedi fadobozok használatának előnye, hogy extra védelmet nyújtanak, és minimálisra csökkentik az acéltermékek sérülésének kockázatát. Ezenkívül megkönnyítik a kezelést és a szállítást, mivel a dobozok egymásra rakhatók és raklapokra rögzíthetők szárazföldi, tengeri vagy légi szállításhoz.

Szállítás
A legtöbb acélterméket általában tengeri, szárazföldi vagy légi úton szállítják, a szállítmányok többsége Tiencsin kikötőiből indul.
A tengeri szállításnál két fő módszer létezik: konténeres szállítás vagy ömlesztett szállítás.
A szárazföldi szállítás jellemzően vasúton vagy teherautóval történik, a célállomástól és a szállító cégtől függően.
*Támogatás
Értékesítés előtti szolgáltatások:
1. Ingyenes minta: 20 cm-es ingyenes acélcső minta, a szállítási költségeket az ügyfél fizeti.
2. Termékajánlatok: a termékekkel kapcsolatos szakmai tudásunk felhasználásával ajánljuk azokat vásárlóknak.
Középértékesítési szolgáltatások:
1. Megrendelés nyomon követése: e-mailben vagy telefonon értesítjük az ügyfeleket megrendeléseik gyártási és szállítási állapotáról, biztosítva, hogy világosan megértsék megrendeléseik folyamatát.
2. Ellenőrzési és szállítási fényképek biztosítása: a szállítás előtt termékfotókat biztosítunk az ügyfelek számára, hogy megerősítsék, megfelelnek-e a követelményeknek. Ugyanakkor szigorú ellenőrzéseket és minőség-ellenőrzést is végzünk a szállítás előtt, hogy megbizonyosodjunk arról, hogy megfelelnek a magas minőségi szabványainknak.
Értékesítés utáni szolgáltatások:
1. A vásárlói visszajelzések nyomon követése az áruk átvétele után: nagyra értékeljük a vásárlói visszajelzéseket, és nyomon követjük termékeink használatának és visszajelzéseinek megértését, minőségük és szolgáltatásaik folyamatos javítása érdekében.
2. Ártrendek és iparági információk: megértjük, hogy az ügyfelek szembesülhetnek a piaci változásokkal és az iparági trendekkel, ezért rendszeresen tájékoztatást adunk a piac és az iparág dinamikájáról, hogy segítsük ügyfeleinknek a piaci és iparági változások időben történő megértését, lehetővé téve számukra, hogy tájékozottabbak legyenek. és kedvező döntéseket.