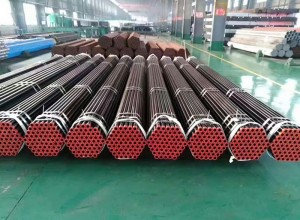

API 5L溶接鋼管の詳細
| 製品 | API 5L ASTM A53 黒色塗装溶接鋼管 |
| 材料 | 炭素鋼 |
| 学年 | Q235 = A53グレードB / A500グレードA Q345 = A500 グレードB グレードC |
| 標準 | API 5L/ASTM A53 |
| 仕様 | ASTM A53 A500 sch10 – sch80 |
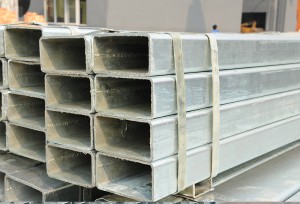
| 表面 | 黒く塗装 |
| 終了 | プレーンエンド |
| 面取りされた端 |
API 5L溶接鋼管の製造工程
タイプ1. スパイラル溶接: らせん溶接鋼管鋼板をらせん状に溶接して螺旋状の継ぎ目を形成することで製造される。この製法により大径パイプの製造が可能となり、用途によってはコスト効率が向上する場合が多い。
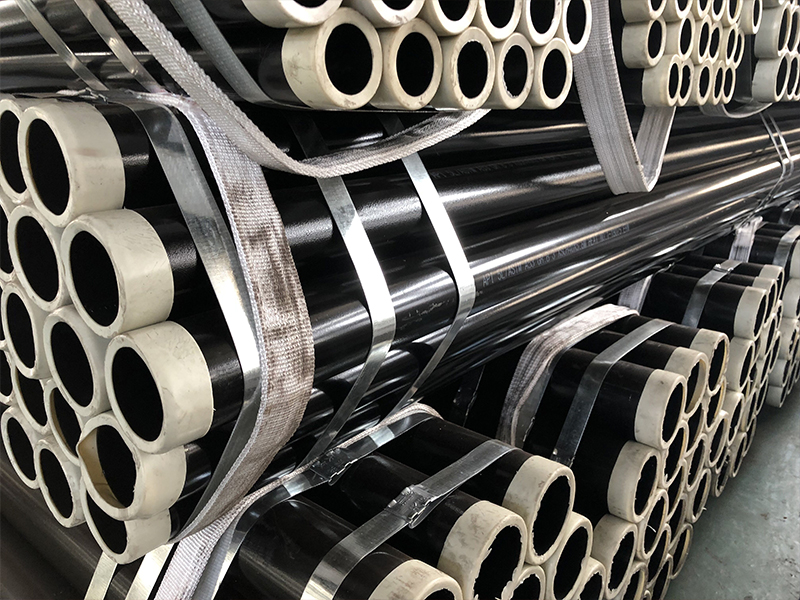
コーティングと処理:耐腐食性と耐久性を向上させるため、これらのパイプには、溶融結合エポキシ(FBE)コーティングや三層ポリエチレン(3LPE)コーティングなど、さまざまなコーティングおよび処理プロセスが施される場合があります。
タイプ2.電気抵抗溶接(ERW):成形された鋼帯の端部を電気抵抗加熱によって加熱する。その後、圧力を加えて端部を鍛造し、溶加材を必要としない固体溶接を形成する。
タイプ3。縦溶接:
サブマージアーク溶接(SAW):成形されたパイプの端部は、サブマージアーク溶接プロセスを使用して溶接されます。このプロセスでは、電気アークと粒状フラックスを使用して、高品質で強固な溶接部を形成します。
二重サブマージアーク溶接(DSAW):肉厚のパイプの場合、内側と外側の両方の継ぎ目を溶接することで、完全な溶け込みと強度を確保します。