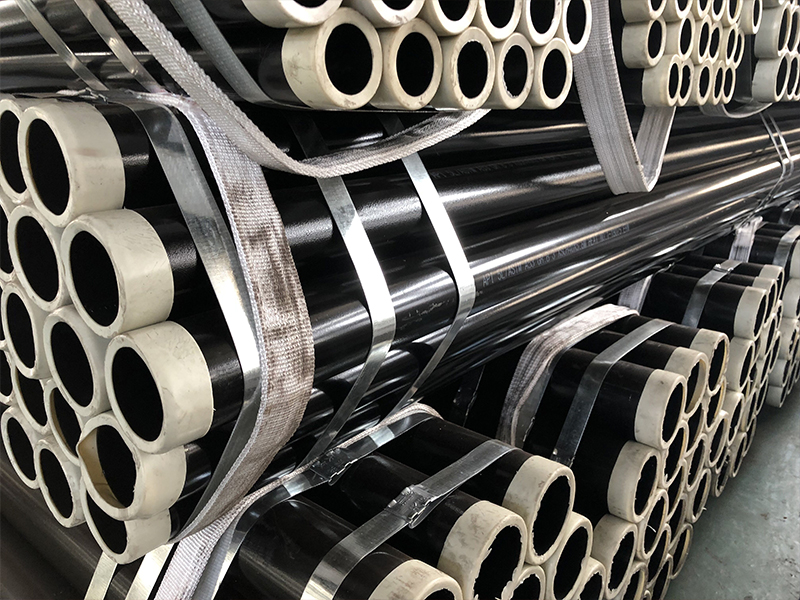

Детали за заварени челични цевки API 5L
| Производ | API 5L ASTM A53 Црно обоена заварена челична цевка |
| Материјал | Јаглероден челик |
| Одделение | Q235 = A53 одделение B / A500 одделение А Q345 = A500 Одделение Б Одделение В |
| Стандарден | API 5L/ASTM A53 |
| Спецификации | ASTM A53 A500 sch10 – sch80 |
| Површина | Обоена црно |
| Завршува | Обични краеви |
| Закосени краеви |
Процес на производство на заварени челични цевки API 5L
Тип 1. Заварено со спирала: Спирално заварени челични цевкисе произведуваат со спирално заварување на лента од челик, формирајќи спирален спој. Овој процес овозможува производство на цевки со голем дијаметар и често е поисплатлив за одредени апликации.
Обложување и третман:За да се зголеми отпорноста на корозија и издржливоста, овие цевки може да подлежат на различни процеси на обложување и обработка, како што се епоксидни облоги со фузија (FBE) или трислојни полиетиленски (3LPE) облоги.
Тип 2. Заварување со електричен отпор (ERW):Рабовите на формираната челична лента се загреваат со помош на електричен отпор. Потоа се применува притисок за да се спојат рабовите, создавајќи цврсто заварување без потреба од материјал за полнење.
Тип 3.Надолжно заварување:
Заварување со подводен лак (SAW): Рабовите на формираната цевка се заваруваат заедно со помош на процесот на заварување со подводен лак, кој вклучува употреба на електричен лак и зрнест флукс за да се создаде висококвалитетен, силен завар.
Заварување со двојно потопен лак (DSAW): За подебели цевки, и внатрешните и надворешните шевови се заварени, обезбедувајќи целосна пенетрација и цврстина.





-

Цинк облога од галванизирана квадратна челична цевка Дебела...
-

ASTM A795 SCH40 галванизирана челична цевка со жлеб Е...
-

NBR 5580 Цевки од јаглероден челик од галванизиран топло натопување
-

Заварена квадратна челична цевка 75x75mm Подмачкана против ...
-

40mm GI челични цевки Фабричка цена
-

Производител на јаглеродни челични цевки ASTM A53