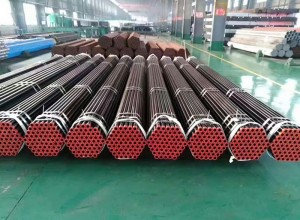

รายละเอียดท่อเหล็กเชื่อม API 5L
| ผลิตภัณฑ์ | ท่อเหล็กเชื่อมพ่นสีดำ API 5L ASTM A53 |
| วัสดุ | เหล็กกล้าคาร์บอน |
| ระดับ | Q235 = A53 เกรด B / A500 เกรด A Q345 = A500 เกรด B เกรด C |
| มาตรฐาน | API 5L/ASTM A53 |
| ข้อกำหนด | ASTM A53 A500 sch10 – sch80 |
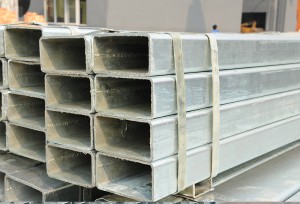
| พื้นผิว | ทาสีดำ |
| จบ | ปลายเรียบ |
| ปลายเฉียง |
กระบวนการผลิตท่อเหล็กเชื่อม API 5L
ประเภทที่ 1. การเชื่อมแบบเกลียว: ท่อเหล็กเชื่อมเกลียวท่อเหล่านี้ผลิตโดยการเชื่อมแผ่นเหล็กเป็นเกลียว ทำให้เกิดรอยเชื่อมเป็นรูปเกลียว กระบวนการนี้ช่วยให้สามารถผลิตท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ได้ และมักจะมีต้นทุนที่คุ้มค่ากว่าสำหรับการใช้งานบางประเภท
การเคลือบและการบำบัด:เพื่อเพิ่มความต้านทานการกัดกร่อนและความทนทาน ท่อเหล่านี้อาจผ่านกระบวนการเคลือบและบำบัดต่างๆ เช่น การเคลือบอีพ็อกซีแบบหลอมรวม (FBE) หรือการเคลือบโพลีเอทิลีนสามชั้น (3LPE)
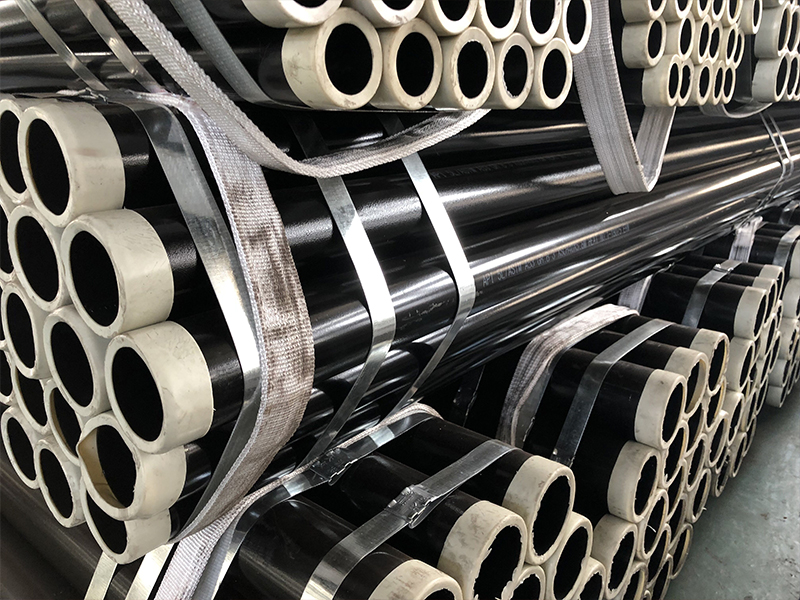
ประเภทที่ 2 การเชื่อมด้วยความต้านทานไฟฟ้า (ERW):ขอบของแผ่นเหล็กที่ขึ้นรูปแล้วจะถูกให้ความร้อนโดยใช้ความต้านทานไฟฟ้า จากนั้นจึงใช้แรงดันเพื่อหลอมรวมขอบเข้าด้วยกัน ทำให้เกิดการเชื่อมแบบแข็งตัวโดยไม่จำเป็นต้องใช้ลวดเชื่อมเพิ่มเติม
ประเภทที่ 3การเชื่อมตามแนวยาว:
การเชื่อมแบบจุ่มอาร์ค (SAW): ขอบของท่อที่ขึ้นรูปแล้วจะถูกเชื่อมเข้าด้วยกันโดยใช้กระบวนการเชื่อมแบบจุ่มอาร์ค ซึ่งเกี่ยวข้องกับการใช้อาร์คไฟฟ้าและฟลักซ์แบบเม็ดเพื่อสร้างรอยเชื่อมที่มีคุณภาพสูงและแข็งแรง
การเชื่อมแบบจุ่มอาร์คสองด้าน (DSAW): สำหรับท่อที่มีความหนา จะทำการเชื่อมทั้งรอยต่อด้านในและด้านนอก เพื่อให้แน่ใจว่าการเชื่อมทะลุทะลวงและมีความแข็งแรงสมบูรณ์